金华采购悬链抛丸机多少钱
发布时间:2023-02-21 00:49:10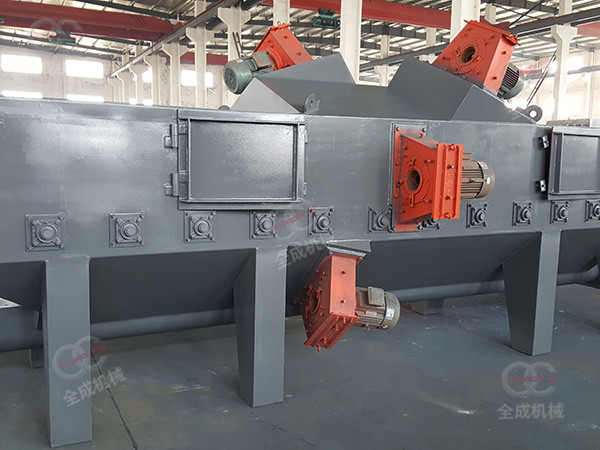
金华采购悬链抛丸机多少钱
使用寿命主要取决于叶片寿命的凹凸程度,抛丸机及其叶片的结构,原料,抛丸的质量和形状,抛丸的速度,抛丸的角度以及抛丸的恢复条件。还与合金的化学成分,固溶铸造技术和炉后加工条件以及热处理后叶片本身的金相排列和力学性能有关。经过大量的实验分析,我们终于了解了抛丸机刀片故障的原因。抛丸机刀片失效的主要原因是刀片磨损,为什么刀片会磨损?在这种频繁的冲击下,叶片的基本结构将变形。挤压刀片的基层组织以产生流动后,它将变硬并在连续冲击下引起断裂。在这种情况下,叶片的表面失去了保护,暴露的物体在频繁撞击下会产生细小的裂纹。此时,支撑的作用将丢失,并且由于撞击,弹丸将很容易丢失。重复这种方式会导致刀片磨损。刀片在工作时始终以高速旋转,因此刀片将始终承受弹丸的压力。这样的周期性力将使叶片也承受周期性应力。根据分析,我们还可以得出结论:大多数抛丸机刀片始终处于低应力状态。

金华采购悬链抛丸机多少钱
在工业领域的生产过程当中,铸造设备起着至关重要的作用。抛丸除锈机就是其中的一个重要的环节和工具,而抛丸机又分好多种,有处理工件表面的,也有处理工件内部的。就是一种专业的处理工件内部的机械。

金华采购悬链抛丸机多少钱
有3条螺旋输送器,一条在抛丸机的顶部,负责将钢砂输送到储砂仓。两条位于抛丸机的底部,横向、纵向交叉安装,用于对落下的钢砂进行循环输送,螺旋叶片在运行过程中,长期受钢丝切丸或铸造钢砂的擦伤性摩擦,螺旋叶片磨损较快,加之钢砂在撞击中产生大量的热,以致钢砂温度较高,更加剧螺旋叶片的磨损。将更换下来的螺旋轴进行修复的方法是:加覆螺旋叶片。首先,以螺旋输送器叶片外径螺旋轴外径为基础,用数控火焰切割机切割出圆环扇面板(或称叶片),材料选择厚度为8 mm的65Mn钢板。将螺旋轴放置 水平支座上,以能灵活转动为宜,然后将环扇面板紧密靠在螺旋叶片的磨损向上,用J506焊条定位焊焊接牢固。为使圆环扇面板能与原有磨损叶片方向保持一致,要边定位焊边用锤敲击覆实,必要时可用氢氧焰对扇面板进行烘烤,这样依次进行。把磨损叶片全部定位焊覆完,转动螺旋轴,检查整个螺旋轴叶片有无明显凸起和凹陷,用气割对所覆叶片进行修复;之后,用J5O6焊条将所覆叶片四周满焊,角焊焊脚为8mm,扇面对接处满焊全熔透。设备原螺旋输送叶片为65Mn钢板,这说叫即使修复完毕,如不进行耐磨处理,螺旋叶片仍将在半年内磨损失效,因此只有对螺旋片做耐磨处理,才可能延长网带式抛丸机螺旋输送器的寿命。

金华采购悬链抛丸机多少钱
配件在装配之前应去除毛刺、杂质等,锈蚀严重者应去锈,去锈后加工件应涂防锈漆。装配配件前,应首先检查配件质量和规格是否合格,如果有变形、裂纹等缺陷就不得装配机器上。安装机器部件时,严禁对锉刀、砂轮等加工面磕碰敲击和随意的修正,粗,在安装时,严禁用气割等段,必要时需经有关部门]批准,但气割断面须达到Ra25以上。机器应具有弹丸飞出的防护帘和运动机构防护装置,防护帘层与层的切缝应相互交错,所以,须检查各轴承润滑良好,温升不得超过35°C。室体内护板应排列整齐,压接牢固,金属护板间隙执行抛丸器各护板间隙标准,橡胶护板应平整,不得存在大餘边。提升机各罩间发兰连接准确平整,不得有明显的错位及倾斜现象,提升机皮带运转正常,无卡阻现象,不得跑偏7、转台处于静止位置时,抛丸器抛出口中心位置对准处于抛丸工位的小转台中心。