无锡采购网带通过抛丸机厂家
发布时间:2021-08-01 00:52:37
采购网带通过抛丸机抛不干净的原因:1、弹丸扇形抛射角没有对准被清理工件。2、网带通过抛丸机厂家调整抛丸器定向套窗ロ位置,使弹丸能拋射到淸理工件上。3、供丸不足,清理时间拖长。4、加足弹丸,并检查弹丸循环系统5、弹丸不纯混进杂质堵塞弹丸通道。6、清除弹丸中杂质,加入前弹丸应过筛。

网带通过抛丸机厂家钢铁丸:硬度一般是HRC40~50,加工硬金属,可将硬度提高到HRC57~62.它们的韧性较好,使用寿命是铸铁丸的几倍,采购网带通过抛丸机应用广泛.铸铁丸:硬度为HRC58~65,很脆,主要用于要求喷丸强度很高的地方.玻璃丸:硬度比前两种丸低,主要用于不锈钢、钛、铝、镁及其他不允许铁质污染的情况.也可在钢铁喷丸后作二次处理时用,以除去铁质污染,并降低零件表面的粗糙度.
采购网带通过抛丸机首先应用于铸造业铸钢、铸铁件的表面粘砂及氧化皮的清除。几乎所有的铸钢件、灰铸件、 玛钢件、球铁件等都要进行抛丸处理。这不仅是为了清除铸件表面氧化皮和粘砂,同时也是铸件质量检查前不可缺少的准备工序, 比如大型气轮机机壳在进行无损探伤以前须进行严格的抛喷丸清理,以保证探伤结果的可靠性。在一般铸件生产中,网带通过抛丸机厂家是发现铸件表面缺陷如皮下气孔、渣孔以及粘砂、冷隔、起皮等的必不可少的工艺手段。

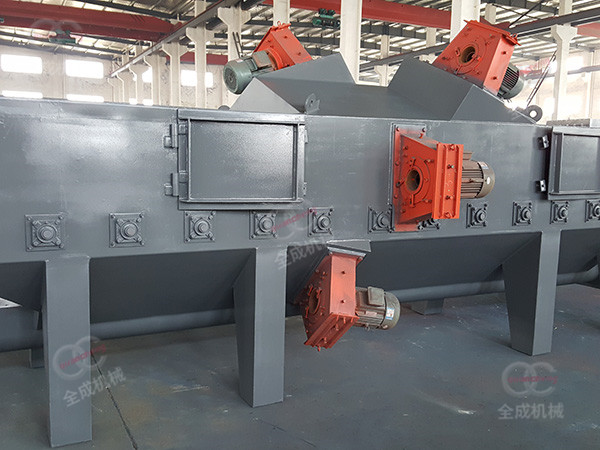
网带通过抛丸机厂家配件在装配之前应去除毛刺、杂质等,锈蚀严重者应去锈,去锈后加工件应涂防锈漆。采购网带通过抛丸机装配配件前,应首先检查配件质量和规格是否合格,如果有变形、裂纹等缺陷就不得装配机器上。安装机器部件时,严禁对锉刀、砂轮等加工面磕碰敲击和随意的修正,粗,在安装时,严禁用气割等段,必要时需经有关部门]批准,但气割断面须达到Ra25以上。机器应具有弹丸飞出的防护帘和运动机构防护装置,防护帘层与层的切缝应相互交错,所以,须检查各轴承润滑良好,温升不得超过35°C。室体内护板应排列整齐,压接牢固,金属护板间隙执行抛丸器各护板间隙标准,橡胶护板应平整,不得存在大餘边。提升机各罩间发兰连接准确平整,不得有明显的错位及倾斜现象,提升机皮带运转正常,无卡阻现象,不得跑偏7、转台处于静止位置时,抛丸器抛出口中心位置对准处于抛丸工位的小转台中心。