池州供应抛丸机厂家
发布时间:2021-11-30 00:17:32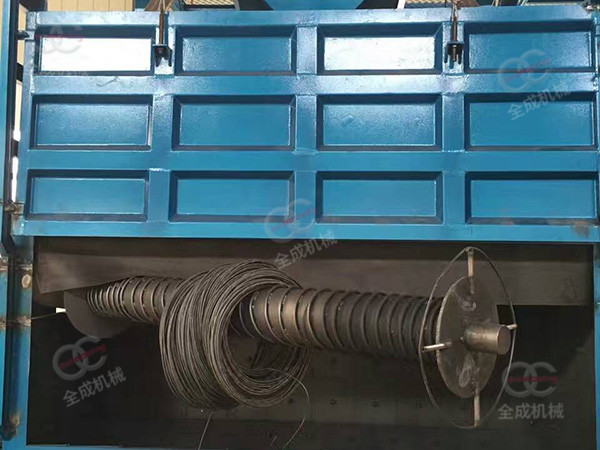
池州供应抛丸机厂家
出厂时抛丸器已在室体上装置结束,运用前首先留意要调试的诸问题。检查叶片、分丸轮与定向套及护板固定的方位是否准确与结实,通电点动检查旋转方向对否。然后调理定向套开口的方位,从理论上将定向开口的前边与叶片抛出方位的前边夹角为900左右,固定定向套的方位后,可以检测一下抛射带的方位,其办法是在吊挂工件的方位上面临抛丸器出口放一张钢板或木板,开动抛丸器,向进丸管放入少量(2-5kg)弹丸后停机,检查钢板上被打击的方位是否合适需求,如合上偏可调定向套的窗口向下,反之同理,直至合适为止,并记下定向套口方位,作为今后更换定向套时的依据。

池州供应抛丸机厂家
抛不干净的原因:1、弹丸扇形抛射角没有对准被清理工件。2、调整抛丸器定向套窗ロ位置,使弹丸能拋射到淸理工件上。3、供丸不足,清理时间拖长。4、加足弹丸,并检查弹丸循环系统5、弹丸不纯混进杂质堵塞弹丸通道。6、清除弹丸中杂质,加入前弹丸应过筛。

池州供应抛丸机厂家
有3条螺旋输送器,一条在抛丸机的顶部,负责将钢砂输送到储砂仓。两条位于抛丸机的底部,横向、纵向交叉安装,用于对落下的钢砂进行循环输送,螺旋叶片在运行过程中,长期受钢丝切丸或铸造钢砂的擦伤性摩擦,螺旋叶片磨损较快,加之钢砂在撞击中产生大量的热,以致钢砂温度较高,更加剧螺旋叶片的磨损。将更换下来的螺旋轴进行修复的方法是:加覆螺旋叶片。首先,以螺旋输送器叶片外径螺旋轴外径为基础,用数控火焰切割机切割出圆环扇面板(或称叶片),材料选择厚度为8 mm的65Mn钢板。将螺旋轴放置 水平支座上,以能灵活转动为宜,然后将环扇面板紧密靠在螺旋叶片的磨损向上,用J506焊条定位焊焊接牢固。为使圆环扇面板能与原有磨损叶片方向保持一致,要边定位焊边用锤敲击覆实,必要时可用氢氧焰对扇面板进行烘烤,这样依次进行。把磨损叶片全部定位焊覆完,转动螺旋轴,检查整个螺旋轴叶片有无明显凸起和凹陷,用气割对所覆叶片进行修复;之后,用J5O6焊条将所覆叶片四周满焊,角焊焊脚为8mm,扇面对接处满焊全熔透。设备原螺旋输送叶片为65Mn钢板,这说叫即使修复完毕,如不进行耐磨处理,螺旋叶片仍将在半年内磨损失效,因此只有对螺旋片做耐磨处理,才可能延长网带式抛丸机螺旋输送器的寿命。

池州供应抛丸机厂家
是有效解决了中小铸件大批量生产中,特别是怕碰撞工件的连续生产中,用户劳动强度高、生产率低的解决问题。无地坑基础,安装方便。网带通过式抛丸机通过使用用户的连续网带设计喷丸机器本身,通过稳定带式抛丸机设备的性能,低故障率,可靠,高容量可满足用户的连续生产的要求。网带通过式抛丸机的质量表面清洁非常适合穿过喷丸机,该装置适于通过抛丸机用于工件的大批量生产的规格,带被广泛应用于汽车制造和铸造中小型工件,具有效率高,良好的密封效果,结构紧凑,易于操作和高科技项目。网带通过式抛丸机是特别适用于扁平工件和一个完整的,完全和连续喷砂处理的大而复杂的部件。网带通过式抛丸机配置4-8强大的“HS400”抛丸轮和被固定到围绕主体(水平和垂直分别倾斜布置),网带通过抛丸机带可以处理很复杂,与工作区中的底盘“口袋”或丸剂是很难实现的。网带通过式抛丸机可以调整其张紧力,实现零件传输。